

Multiscale numerical modeling and optimization of the effect of the cooling lubricant during gear skiving
- Contact:
- Project Group:
Air and Oil System
Challenges
The development trends in production technology are moving towards more efficient and faster manufacturing processes, with which parts can be manufactured efficiently and in a way that conserves resources and the environment while meeting ever higher requirements for accuracy. Against the backdrop of this trend, the highly productive, high-performance gear skiving process is becoming increasingly attractive for the production of internal gears for ring gears of planetary gearboxes. However, so-called chip nicks occur time and again: The chip is trapped between the cutting edge of the tool and the workpiece. Chip jamming can damage the surface of the workpiece or cause the cutting edge to break off, resulting in a tool change before the end of the tool life. The exact formation process of chip jamming during skiving is still largely unknown. According to Kühlewein [1], two basic formation mechanisms can be distinguished. Chip nips of the first type are completely separated chips whose removal from the chip formation zone is not guaranteed. On the other hand, chip nips of the second type are chips that are not completely separated from the workpiece during cutting. They then adhere to the workpiece and can potentially lead to chip nicks in the further course of subsequent cuts. The hitherto unexplored interactions between the cooling lubricant flow and the chips are attributed a significant role in the formation of both transport-driven chip nicks (first type) and chip formation-driven chip nicks (second type).
At the Institute of Thermal Fluid Machinery, research is being carried out within the framework of the DFG priority program FluSimPro the interactions of the forces acting through the cooling lubricant and heat flows on the chip formation and transport process during gear skiving are being investigated. Gear skiving is characterized by a high level of kinematic complexity. The kinematics are basically similar to a planetary gear and can be seen in Figure 1. The ring gear (workpiece) and a planetary gear (tool) are in mesh during the manufacturing process. The actual cutting movement results from a tilting of the two rotation axes by the so-called axis cross angle (Σ). As with gear drives, the speeds of the tool and workpiece must be in a ratio that depends on the helix angles of the gear teeth used and the axis cross angle, in addition to the gear ratio to be produced. In addition, infeed movements are superimposed radially and parallel to the workpiece axis. The complex kinematics, together with the transient cutting conditions and the different acting scales, represent the greatest challenge in simulating the process.
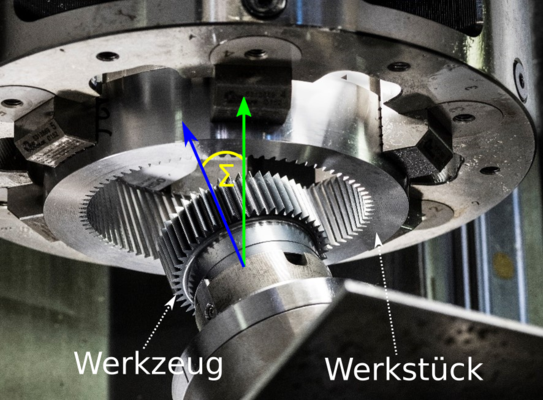
Figure 1: Kinematics of gear skiving
Project structure
In order to cover all relevant physical mechanisms, two other project partners are involved in addition to ITS. The Institute of Production Engineering (wbk) is concerned with production engineering issues and the simulation of chip formation. The Fraunhofer Institute for Mechanics of Materials (IWM) is investigating the friction, lubrication and local heat transfer phenomena in the tool-chip contact on the small length scales. At the Institute for Thermal Fluid Machinery, numerical studies are being carried out on the flow of air and cooling lubricant and on heat transfer during gear skiving on the scales of continuum mechanics. The roles of the project partners and their cooperation are shown in Figure 2. The various length scales of the process to be considered can be seen in the lower part.
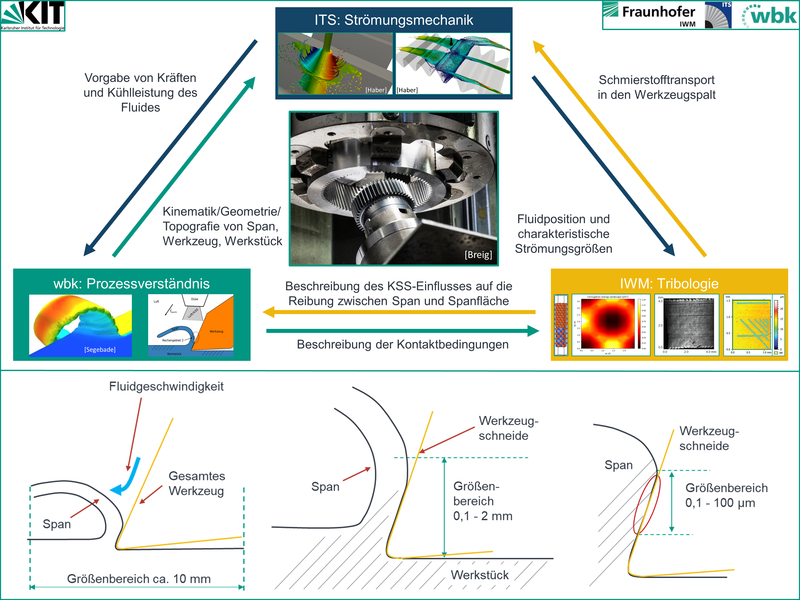
Figure 2: Structure of the project
Objectives
In the first phase of the project, various simulation models for cooling lubricant flow and cooling on the ITS are developed on the basis of kinematically simplified analog processes and experimentally validated by the project partner (wbk). The validated, multiphysical models can then be transferred to the actual gear skiving process. At the ITS, simulation models for the penetration behavior of the cooling lubricant in the tool-workpiece contact are to be combined with methods from the field of oil-gear interaction will be created. Figure 3 shows an example of the simulation of the impact of an oil jet on a single gear wheel. With the addition of structural-mechanical chip formation simulations, starting conditions for chip transport simulations can be derived. The plan is to use this to simulate the transportation of the chips after they have been separated from the workpiece. Based on these simulations, the supply of cooling lubricant is to be optimized in order to reduce the probability of chip jamming occurring in the gear skiving process.
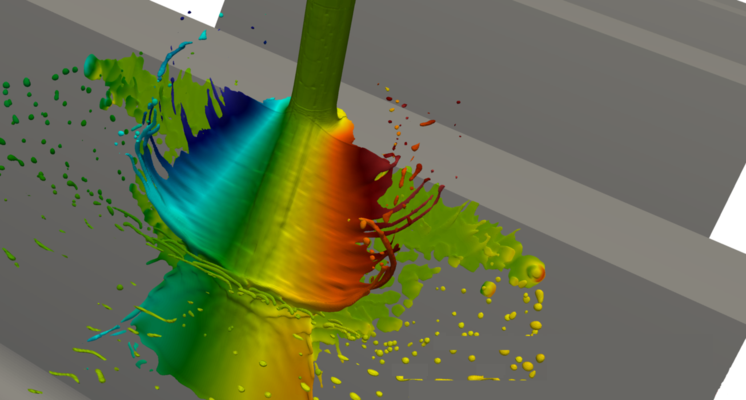
Figure 3: Oil jet impact on a gear wheel
Sources
[1] Kühlewein, C. (2013): Investigation and optimization of the gear skiving process using 3D-FEM simulation: 3D-FEM kinematics and chip formation simulation, vol. 174 of Forschungsberichte aus dem wbk, Institut für Produktionstechnik (https://publikationen.bibliothek.kit.edu/1000034260)
Figures
Figure 1: according to Breig (wbk)
Figure 2: Haber
Figure 3: Haber